





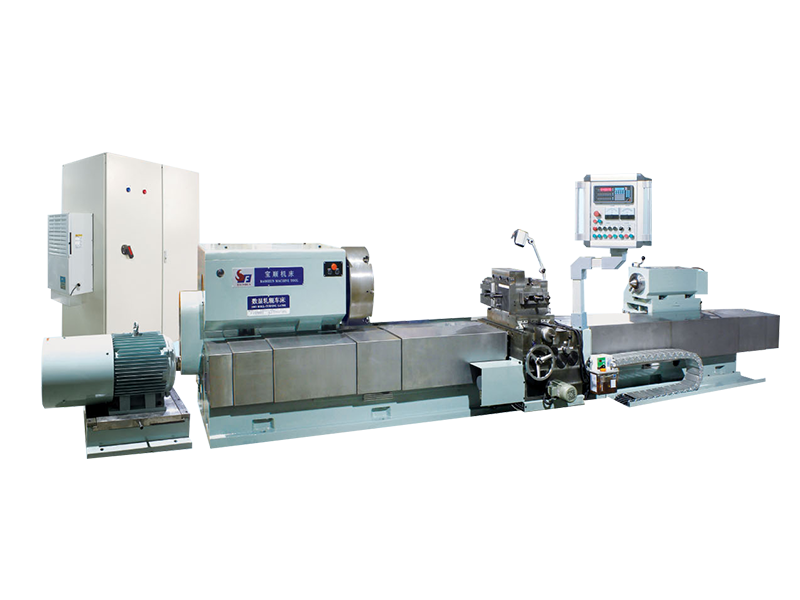
の 大径ロールで達成可能な一般的な公差 を使用して デジタル表示ロール旋盤 機械の剛性、オペレータのスキル、工具の状態、デジタル読み取りシステムの精度など、複数の要因に依存します。ただし、業界の一般的な慣例では、次の許容差が予想されます。
代表的な範囲 :±0.02mm~±0.05mm
高精度レンジ (最適なセットアップとツールを使用した場合): ±0.01 mm
影響を与える要因 :
デジタル表示解像度 (通常は 0.01 mm 以上)
送りネジとスライドの摩耗とガタつき
材料の種類と切削力のダイナミクス
代表的な範囲 : 0.01 mm ~ 0.03 mm TIR (インジケーターの合計読み取り値)
依存先 :
チャックと心押台の位置合わせ
主軸同心度
ツールの剛性と振動減衰
典型的な達成可能な仕上げ :Ra1.6~3.2μm(機械仕上げ)
仕上がりの向上 (超硬またはCBNツーリングおよび制御送り付き): Ra 0.8 μm以上
注記 : 仕上げ品質はデジタル表示によって直接制御されませんが、デジタル表示によって可能になる精密な深さ制御により、一貫した送りと切込み深さを維持することができます。
テーパーコントロール : 慎重な調整と正確な指示により、1 メートルにわたって 0.01 mm 以内を達成可能
長さ方向の真直度 :
通常0.02mm/m以内
ベッドのアライメント、ロールサポート (安定した静止)、および熱膨張の影響を受ける
軸長制御(ショルダー/ステップ機能) :±0.02mm~±0.05mm depending on machine scale resolution and backlash compensation
デジタル表示ロール旋盤は軸位置を正確に読み取ることができますが、CNC システムに見られる自動フィードバック補正がありません。したがって、公差は以下にさらに依存します。
オペレーターによる手動調整
機械の機械的完全性
工具のセットアップと摩耗管理の一貫性
熟練した担当者が操作する、メンテナンスの行き届いたデジタル表示ロール旋盤は、次のことを一貫して達成できます。
寸法許容差 :±0.02~0.05mm
真円度と真直度 :0.01~0.03mm以内
表面仕上げ : Ra 1.6 ~ 3.2 µm、または最適化されたツールを使用するとそれ以上
より厳しい公差の場合は、CNC ロール旋盤またはハイブリッド デジタル CNC システムがより適している場合があります。

 Download Material
Download Material
Copyright@ 江蘇鼎順重型工作機械有限公司 著作権はすべて留保されています.



















